
- 河北伟业波纹管
轴向型波纹补偿器焊接工艺讨论会
近日伟业波纹管组织技术人员对轴向型波纹补偿器的焊接工艺展开讨论,轴向型波纹管焊接多是氩弧焊, 它是电弧焊中的一种。生产 焊接式 波纹管补偿器时,波纹管由1Crl8Ni9Ti制成,壁厚较薄。与之连接的平焊法兰一般采用Q235A材质,由于波纹管壁厚与平焊法兰厚度相差较大,焊接时受热不均,容易烧穿波纹管,接头成型困难。
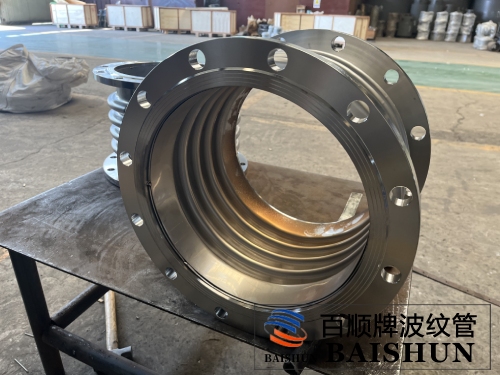

氩弧焊技术是在普通电弧焊的原理,利用氩气对焊材的保护,通过高电流使焊材在被焊基础上熔化成液态形成熔池,使被焊贺焊材达到冶金结合的一种焊接技术。由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化 。
河北伟业波纹管制造有限公司焊接式波纹管补偿器焊接技术参数:
(1) 组装前将接头清理干净;
(2) 工艺参数:直流正接,钨极直径0.6,电流60-80a,氢流量5-7l/min,焊丝为hocr19ni9ti;
(3)工艺措施:接头定位焊后,将焊丝弯成一圈,并在接头处覆盖。焊接过程中,根据工件的转动情况,焊接点始终处于45℃爬升焊接位置。焊枪采用快、慢摆动方式,即焊枪摆动到波纹管时动作迅速,摆动到正常蓝色时略有停止。焊接时无需填充焊丝。
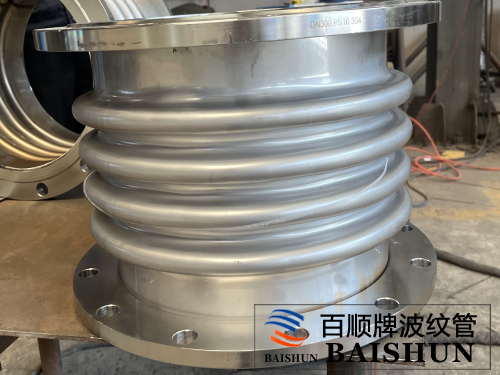
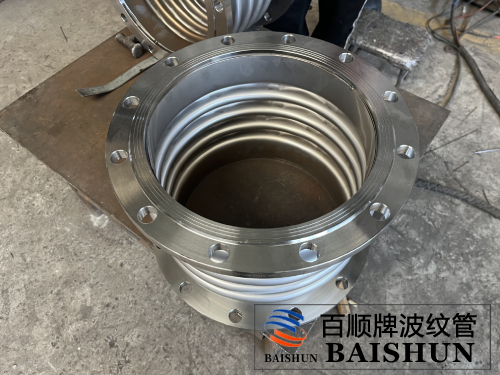
轴向型波纹补偿器 组装工艺:
( 1 )波纹管直边段内外径的尺寸应符合GB1804中H12级要求。
( 2 )波纹补偿器与管道(或设备)的连接法兰和端管的尺寸及技术要求应符合相应的标准。端管连接时,两端管口应开30度±2.5度的坡口。
( 3 )波纹补偿器的端管为钢板卷制电焊管时,端管的外接端四周长公差和圆度公差应符合公差表。
( 4 )波纹管与端管(或法兰)等相连的环焊缝应采用钨氩弧焊或熔化氩弧焊,波纹管单层壁厚大于2mm时可采用电弧焊。
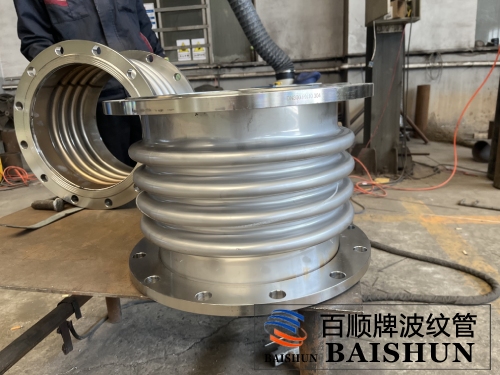
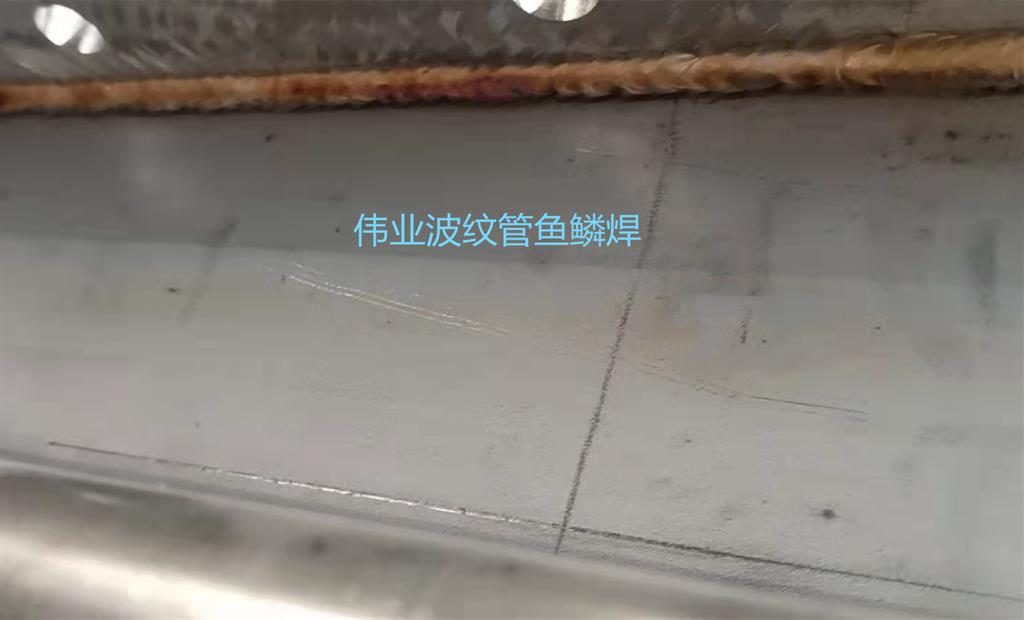
( 5 )组装波纹补偿器时应对波纹管采取保护措施,防止电弧烧穿波纹管和焊渣飞溅到波纹管上。轴向型波纹管部位的焊缝不得有裂纹、气孔、夹渣等,咬边不得大于0.5mm.
( 6 )波纹补偿器承压焊缝焊完后,应对承压焊缝进行压力试验,试验压力为设计压力的1.5倍。根据轴向型波纹管的容积大小,保压10-30min,检查轴向型波纹管部位有无渗漏,受压时波距与受压前波距之比不超_过1.15。

波纹补偿器焊接施工步骤:
(1) 采用电加热器预热定位焊,在坡口两侧120mm范围内均匀加热,预热温度150~200℃。定位焊高度3~5mm,长度30~40mm,间距100~150mm。
(2) 施焊前认真检查定位焊缝质量,不得有任_何形式的裂纹。在整个焊接过程中,层间温度不得低于预热温度。焊接时,管口两端应用石棉板封堵,防止风通过管道。夹层应仔细仔细清理。用5倍放大镜检查不得有裂纹等缺陷。合格后方可进行下一道焊接工序。整个焊缝一次完成。
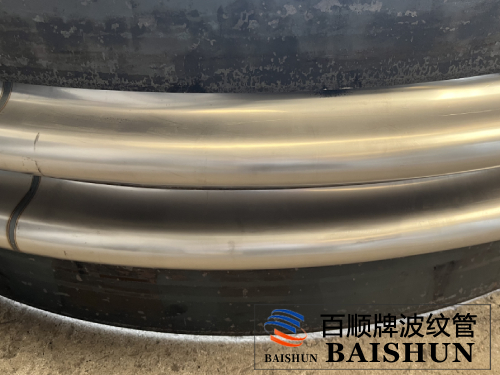
(3) 安装过程中,不允许焊渣飞溅到波壳表面,不允许波壳受到其它机械损伤。
(4) 管系安装完毕后,应尽快拆除波纹补偿器上用作安装运输的黄色辅助定位构件及紧固件,并按设计要求将限位装置调到规定位置,使管系在环境条件下有充分的补偿能力。
