
- 河北伟业波纹管
力平衡波纹管补偿器制造具体操作过程
图一 图二
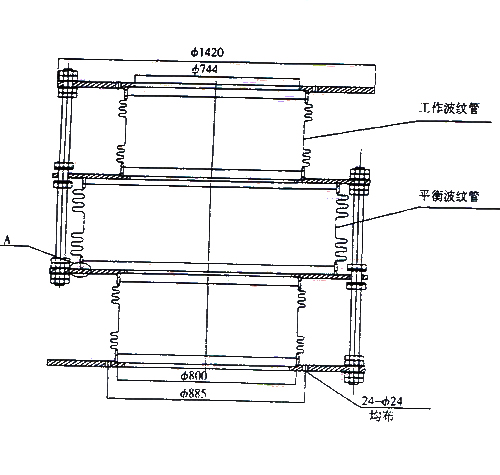
(1)按照图一的要求,将力平衡波纹管补偿器上下两部分制作。
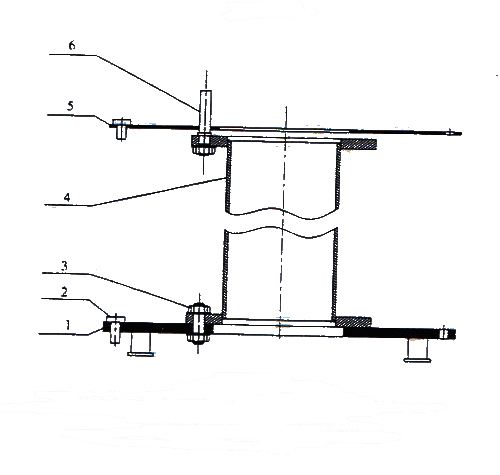
(2)按照图二所示,将带底座的下法兰1通过定位紧固螺栓3与中间组件4定位固定,将定位紧固导向杆6定位固定在中间组件4的上法兰上,形成导向杆,完成组队装置的工作固定。
(3)将力平衡波纹管补偿器已完成焊接的下部分穿过中间4放置于带底座的下法兰1上,并用定位销2与工作下法兰定位固定。
(4)将力平衡波纹管补偿器已完成焊接的上部分穿过中间组件4放置在力平衡波纹管补偿器的下部分的中间法兰上,并利用力平衡波纹管补偿器拉杆进行初步调整,是法兰间距相等。
(5)将组对装置上法兰5通过定位紧固导向杆7放置在工件法兰上,再次调整力平衡波纹管补偿器的上部分使工件法兰上均匀的若干孔与组对装置上法兰5的定位孔重合,用定位销检查并顺利通过,再将拉杆固定。
(6)对力平衡波纹补偿器的上、下部分_行定位固定焊接,即可完成图一中A点位置的组对。
(7)取出上法兰定位销,卸下组对装置上法兰5,再取出下法兰定位销,将力平衡波纹管补偿器吊出组对装置,完成力平衡波纹管补偿器的上、下部分全部焊接,整个过程结束。
(2)按照图二所示,将带底座的下法兰1通过定位紧固螺栓3与中间组件4定位固定,将定位紧固导向杆6定位固定在中间组件4的上法兰上,形成导向杆,完成组队装置的工作固定。
(3)将力平衡波纹管补偿器已完成焊接的下部分穿过中间4放置于带底座的下法兰1上,并用定位销2与工作下法兰定位固定。
(4)将力平衡波纹管补偿器已完成焊接的上部分穿过中间组件4放置在力平衡波纹管补偿器的下部分的中间法兰上,并利用力平衡波纹管补偿器拉杆进行初步调整,是法兰间距相等。
(5)将组对装置上法兰5通过定位紧固导向杆7放置在工件法兰上,再次调整力平衡波纹管补偿器的上部分使工件法兰上均匀的若干孔与组对装置上法兰5的定位孔重合,用定位销检查并顺利通过,再将拉杆固定。
(6)对力平衡波纹补偿器的上、下部分_行定位固定焊接,即可完成图一中A点位置的组对。
(7)取出上法兰定位销,卸下组对装置上法兰5,再取出下法兰定位销,将力平衡波纹管补偿器吊出组对装置,完成力平衡波纹管补偿器的上、下部分全部焊接,整个过程结束。
河北伟业波纹管 2014(C)版权所有
技术支持:中科四方